
 تئوری تکنیکهای خم کردن چوب
تئوری تکنیکهای خم کردن چوب
■حالت خمیده چوب بخش بزرگ تولید مبلمان و بسیاری از سازههای چوبی را شکل میدهند تا زیباتر به نظر برسند.مقاومت خمشی چوب یک خواص بنیادی در استفاده از چوب در ساخت خانههای چوبی و مبلمان است.در مقاله قبلی چگونه چوب را خم کنیم؟ مباحث متداول خم کردن چوب به صورت انمیشن و نکاتی در مورد رطوبت چوب نیز درج شد.در این مقاله به روش های دیگر بر اساس علم مکانیک چوب اشاره کردیم.
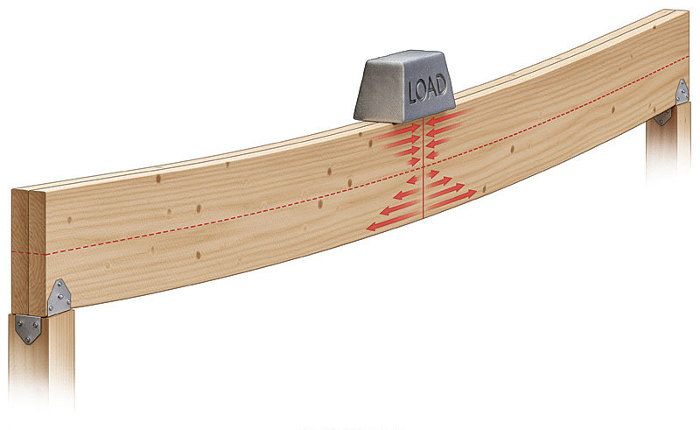
●مفهوم تنشها در چوب هنگام خمش چوب:فرض بگیرید یک قطعه چوب بر روی دو تکیهگاه قرار گرفته و فردی در وسط آن ایستاده است.{فشار بر روی موازی با الیاف یا عمود بر الیاف چوب فعلا در نظر نگیرید}. نیمهی بالایی قطعه چوب تحت تاثیر نیروی فشاری چوب واقع شده و نیمهی پایینی تحت تاثیر نیروی کششی چوب قرار میگیرد.در وسط چوب در حقیقت هیچ نیرویی وارد نشده و خط وسط به محور خنثی معروف است زیرا چوب در این محور و دیگر محورهای طولی تحت تاثیر نیروی برشی قرار گرفته است.
●محاسبه نیروی مقاومت یک چوب در برابر خمش:مقدار 1/5 را ضرب فشاری که در نظر دارید به واحد نیوتن ضرب فاصله بین دو تیکه گاه با واحد متر یا میلیمتر کنید و در نهایت به پهنای قطعه چوب به واحد متر یا میلیمتر ضرب ضخامت قطعه چوب به متر یا میلیمتر به توان 2 ، تقسیم کنید.در نهایت عدد به دست آمده مقدار مقاومت چوب در برابر خمش را نشان میدهد.
●عواملی مثل گره، رطوبت، دما، دانسیته و زاویه الیاف مقاومت خمشی چوب را کاهش میدهد.بخار آب گرم باعث خمش در چوب شده اما گره باعث شکست قطعه چوب در هنگام خمش میشود.
●پیش از تصمیمگیری در مورد روش خم کردن چوب، باید نوع چوبی را که میخواهید شکل بدهید، استحکام لازم، درجه انحنا و نوع پرداخت مورد نظر را تعیین کنید.
شکل دادن چوب ماسیو با الگو(الگو بری):
●طبق تصویر زیر، در این روش یک الگوی خمیده یا انحنا دار که از قبل با تخته سه لایی آماده شده است؛ بر روی یک الوار یا تخته چوب ماسیو قرار میگیرد و برای تکمیل شدن مراحل اندازه گذاری، خطوط آن انتقال داده میشود.
●درودگران در کارگاه تولید مبلمان چوبی با استفاده از ماشین آلات و ابزارآلات نجاری مانند:اره فلکه(تیغه باریک)،اره عمودبر، سوهان، چوب ساب، رنده کاسه و سینه، رنده بال کبوتری و… از برش اضافات یک قطعه چوب ماسیو، به منظور دادن شکل مناسب با طرح مورد نظر،خم کردن چوب به اصطلاح صورت میگیرد.
●این روش در خمهای مسطح،مانند خمهایی که در دستههای صندلی یا پایههای میز،مبل،صندلی که به نام پایه سم آهویی مشاهده شده و در مسیر راه چوب عملیات الگو بری انجام میشود.
●این روش اما دو عیب مهم دارد: مقدار زیادی چوب پرت میشود و غالباً چوب را در امتداد پود ضعیف میکند، زیرا امتداد تار چوب همیشه امتداد خم را دنبال نمیکند. بنابراین روش درج شده فقط برای قطعاتی مناسب است که زیاد تحت تنش قرار ندارند یا به قید دیگری متصل هستند.



خم کردن چوب به صورت لایه لایه(برش لایهای):
●این روش شامل چسباندن تعدادی نوار چوبی نازک و دادن شکل مطلوب به آنهاست؛ ضخامت این نوارها، در کارگاههای آموزشی نجارکوچک بین 5.5 تا 5 میلیمتر است اما در کارگاههای صنعتی تا 50 میلیمتر هم میرسد. در این فرآیند همه قطعات را چسب میزنند و به طور هم زمان، روی قالب، خم میکنند.
●در هنگام طراحی مبلمان برای خم کردن چوب به صورت لایهای باید نکات زیر را رعایت کنید:
- همه خمها باید منظم و هموار باشند.
- از تغییر جهتهای ناگهانی چوب(مماسی،شعاعی)پرهیز کنید.
- برای شعاعهای کوچک از لایههای نازک و برای شعاعهای بزرگ از لایههای ضخیم استفاده کنید.
- از هر تعداد لایه چوب میتوان استفاده کرد، اما به خاطر داشته باشید که اگر قطعه ضخیمی لازم دارید از نوارهای نازک استفاده کنید و مجبورید چسب بیشتری مصرف کنید و قطعا هزينه کار افزایش مییابد.
●نمونههایی از وسایلی که با استفاده از این روش ساخته میشوند عبارتاند از: چوب هاکی، کمان تیراندازی و راکت تنیس.در صنعت کشتی سازی نیز قطعات مختلفی را به این روش شکل میدهند؛ در صنعت مبل سازی، استفاده از این روش برای ساختن قطعات صندلی و سایر قطعات خم، رایج است.
خم کردن چوب به صورت لایهای
●روش لایه ضخیم:فرایندی است که در آن از لایههای نسبتاً ضخیم از چوب ماسیو بریده شده استفاده میکنند؛ این لایهها را با چسب به هم میچسبانند و با پیچ دستی، روی قالب مناسب میبندند.
●روش لایه نازک:روشی است که غالباً هنگامی به کار میرود که بخواهیم خم مورد نظر را با استفاده از چوب نازک ایجاد کنیم.لایه نازک چوبها را چسب ميزنند و آنها را با استفاده از پیچ دستی، یا پرسی که قالبهای جفت نر و ماده دارد،خم انجام می شود.

●خم کردن چوب به صورت برش لایهای فقط در سر و ابتدای کله چوب:تعدادی برش نازک مماسی با استفاده از اره فلکه یا اره میزی تا نیمه سر قطعه چوب، به منظور کاهش مقاومت خمشی انجام میدهیم و سپس چوب را در قالب مورد نظر بدون آنکه بخار بدهیم خم میکنیم.دقت بفرمایید این روش استحکام قطعه را کاهش میدهد، اما در مورد قطعاتی که به استحکام زیاد نیاز ندارند، میتوان از این روش استفاده کرد و نتایج مطلوبی گرفت. به عنوان مثال میتوان در جعبههای خمیده، دربهای کوچک خم، گوشههای گرد شده کلاف مبلمان، ازارهای خمیده خانههای چوبی، لبه خمیده رویه میز و… از این روش ساخت و خم کرد.
●خم کردن تخته لایه و چوب به روش شیار زنی:در این روش شیاری های بر روی سطح چوب ایجاد می شود و در نهایت منجر به خم،در همان قسمت شیار زده می شود.عمق شیار نباید زیاد باشد چون هنگام خم شدن چوب،ام دی اف،تخته لایه وغیره می شکند.فاصله شیارها از هم باید 1/3 سانتی باشد.

●تئوری روشهای متداول دیگر برای خم کردن چوب ماسیو(تو پُر)
▪︎شابلون(قالب)به شکل خم مورد نظر بسازید؛
▪︎چوب را، در دیگ بخار و در معرض بخار به مدت معین گرما بدهید. تقریباً به ازای هر 25 میلیمتر ضخامت باید چوب به مدت 90 دقیقه در معرض بخار باشد.
▪︎چوب را از دیگ بخار بیرون بیاورید و آن را به سرعت و به شکل مورد نظر، ببندید؛
▪︎آن را به حال خود بگذارید تا کاملاً سرد شود.

●چوبهایی که با استفاده از رطوبت زیاد خم شدهاند باید دوباره خشک شوند و در این مرحله ممكن است عیوب خشک کردن چوب پدید آید.هر گاه رطوبت کم باشد، احتمال بروز این عیوب کاهش مییابد، اما احتمال پیدایش تنشهای ناشی از خمکاری افزایش مییابد. میزان رطوبت توصیه شده در حدود 20% است.
●روش دیگر خم کردن چوب، استفاده از تسمه کشش است. این تسمه بخشی از قطعه میشود و تنشهای سمت کششی چوب را میگیرد و بنابراین محور خنثای تیر را به نقطههای بسیار نزدیک به تسمه انتقال میدهد و بیشتر تنشهای خمشی را به کرنش فشاری تبدیل میکند.
●خم کردن چوب ماسیو به شکل منحنی دو مزیت مهم دارد؛ اول اینکه چوب کمتری پرت میشود و دیگر این که الیاف طولی(راه چوب) در جهت محور قطعه خميده میشود و بدین ترتیب از ضعف چوب در امتداد پود جلوگیری میشود.

●دقدقه فکری بیشتر متخصصین مکانیک چوب و همچنین درودگران این است که چوب بدون اینکه بشکند،مانند شابلون مورد نظر خم شود.وقتی قطعه چوبی از ناحیه مرکز بر آن نیرو وارد میشود برآیند نیروی خمشی تمایل به کوتاه کردن سطح رویی (مقعر) و کشیدن سطح زیری (محدب) دارد.
●برآیند نیرو چیست؟اگر به قطعه چوبی بیش از یک نیرو وارد شود، برای توصیف اثر نیرو مفهومی به نام برآیند نیروها مطرح می شود. یعنی اگر نیروها یکدیگر را خنثی کنند، برآیند نیروها صفر میشود و جسم حرکت نمیکند ولی اگر برآیند نیروها صفر نشود، جسم شتاب میگیرد.
●همان طور که در بخش اولی ذکر شد در چنین شرایطی، نیمی از الیاف چوب تحت نیروی فشاری و نیم دیگر تحت نیروی کششی خواهند بود. تنشهای ایجاد شده محوری هستند یعنی نیروی فشاری در طول سطح رویی و نیروی کششی در طول سطح پایینی و مقدار هر دو نوع تنش در سطح حداکثر است و در محور مرکزی افقی،محور یا تار خنثی به صفر میرسد. تنشهای محوری، در طول هر دو سطح رویی و زیری، در وسط دهانه ماکزیمماند و در دو سر تیر صفر میشوند. بنابراین در تیر آزاد تحت بار، تنشهای فشاری و کششی در تعادلاند. وقتی تیری تا ورای حد کشسانی خم میشود، ممکن است پیش از شکست خمشی تغییر شکل خمشی چشمگیری در آن ایجاد شود، اما تحت کشش فقط 1درصد افزایش طول برای شکست کششی تیر کافی است.
●بنابراین خم کردن موفقیت آمیز چوب، به فائق آمدن بر استحکام کششی نسبتاً کم آن و سود جستن از، و در صورت امکان، تشدید استحکام فشاری چشمگیر آن وابسته است. این کار را میتوان به دو روش زیر انجام داد: بخار دادن چوب به منظور افزایش مومسانی آن، و استفاده از تسمه کشش برای مقید کردن افزایش طول چوب.
■تار خنثی چیست؟خطی است فرضی در تیر ، محور یا عضوهای دیگر که در معرض خمش قرار دارند ، که تحت تاثیر کشش یا فشار نیست و تغییر شکل نمیدهد.در یک تعریف ساده میتوان گفت خط یا محوری از اعضا ( چوب،فولاد و …) که نه فشار و نه کشش در آن تعریف شده است و مرکزی برای به دست آوردن ممان اینرسی در اشکال غیر هندسی کلیه اعضا میباشد که ممان اینرسی یکی ازمهمترین رابطه های کاربردی در مشخص کردن مقاطع لازم در سازه چه چوبی و چه فلزی میباشد. همانطور که اشاره گردید تار خنثی یا Neutral axis خط یا محوریست که تمرکز بارهای وارده در سازه در آن صفر میباشد و توجه به این موضوع باعث میشود تا مهندسین نظارت بیشتری نسبت به نحوه اجرا داشته باشند زیرا چنانچه ابعاد اعضای محاسباتی مانند تیر یا فونداسیون خارج از مقادیر محاسباتی اجرا گردد ، اگر ابعاد بیشتر اجرا شود مشکلاتی مانند اضافه جرم سازه چوبی بوجود میاید که متقابلا ابعاد اعضای قابل تحمل نیز میبایست مجددا مورد محاسبه و بازنگری قرار گیرد و اگر ابعاد و یا بهتر گفته شود ارتفاع اعضا کمتر از موارد محاسباتی اجرا گردد در اصل تمرکز فشار و کشش را به تار خنثی نزدیک کرده و همانطور که بیان گردید قابلیت تحمل باراهای وارده از اعضا گرفته میشود و این امر برای یک سازه چوبی بسیار خطرناک میباشد پس بهتر است چه در اجرا و چه در محاسبات ذهنیت بسیار واضح و شفافی از عملکرد تار خنثی یا Neutral axis داشته باشیم.
■حد کشسانی چیست؟تنشی که اگر نیروی کششیِ وارد بر جسم را از حد آن، حتی به مقدار اندک، فراتر ببریم، تغییر شکل نسبتاً درخورتوجهی در جسم پدید میآید. جسم براثر اِعمال نیروی بیشتر از حد این تنش دیگر از قانون هوک پیروی نمیکند. به حدّ کشسانی نقطۀ تسلیم نیز میگویند.
 ●در کارگاه های درودگری سنتی وقتی از شابلونهای جفت نر و ماده استفاده میشود، لایههای ضخیم یا نازک چسب خورده را در قالب ماده قرار میدهند و قالب نر را روی آنها میفشارند تا چوب به شکل قالب درآید. چوب باید تحت فشار بماند تا چسب خشک شود. فشار را میتوان با استفاده از پیچ دستی، در مورد قالبهای کوچک، یا پرس پیچی یا هیدرولیکی در مورد قالبهای بزرگ، وارد کرد.
●در کارگاه های درودگری سنتی وقتی از شابلونهای جفت نر و ماده استفاده میشود، لایههای ضخیم یا نازک چسب خورده را در قالب ماده قرار میدهند و قالب نر را روی آنها میفشارند تا چوب به شکل قالب درآید. چوب باید تحت فشار بماند تا چسب خشک شود. فشار را میتوان با استفاده از پیچ دستی، در مورد قالبهای کوچک، یا پرس پیچی یا هیدرولیکی در مورد قالبهای بزرگ، وارد کرد.

●خم کردن چوب به وسیله وکیوم(خلا)فقط با استفاده از یک شابلون، معمولاً شابلون نر، انجام میشود. روشهای مورد استفاده عبارتاند از کیسه وکیوم و پرس وکیوم در روش کیسه وکیوم لایههای ضخیم و نازک چوب را روی شابلون قرار میدهند و مجموعه را در محفظهای آب بندی شده میگذارند. سپس با استفاده از پمپ وکیوم، هوای محفظه را بیرون میکشند تا محتویات آن در معرض فشار جو قرار گیرد. خلأ را، تا هنگام خشک شدن چسب، برقرار نگه میدارند. وقتی از پرس وکیوم استفاده میکنیم، تک شابلون روی بستر مشبک پرس قرار میگیرد و ورق لاستیکی متصل به شابلون پایین میآید و بستر را آب بندی میکند. پس از آن، هوا بیرون کشیده میشود و فشار جو روکشها را به شکل قالب در میآورد. وکیوم و خلا را باید تا هنگام خشک شدن چسب برقرار نگه داشت. با نصب گرمکن میتوان خشک شدن چسب را تسریع کرد.

●در روش پرس گنبدی فرایند وکیوم را در محفظههای تحت فشار و گرم، به نام اتوکلاو انجام میدهند. اولین بخش فرایند همان است که در مورد خم کردن چوب در وکیوم ذكر شد؛ هوا از کیسههای لاستیکی بیرون کشیده میشود تا لایههای ضخیم یا نازک چوب شکل شابلون را به خود بگیرند. سپس گنبد اتوکلاو پایین میآید و با بستر پرس آب بندی میشود. با استفاده از هوای فشرده و بخار آن را تحت فشار قرار میدهند، تا لایههای ضخیم یا نازک چوب در معرض گرما و فشار بسیار زیاد قرار بگیرند. فرایند گرمایش سبب میشود که رگههای چوب مومسانی(مومسانتر) شوند؛ با افزایش فشار میتوان شکلهایی با انحنای بیشتر تولید کرد.
■مومسانی چیست؟در فیزیک، علم مواد و مکانیک چوب به فرایند تغییر شکلهای برگشت ناپذیر چوب تحت اثر نیرو رفتارهای خمیری یا موم سانی یا پلاستیسیته گویند. به عنوان مثال مومسانی را به صورت تغییر شکل دائمی پدید آمده در یک قطعه از چوب سخت که از طریق خم شدن به شکل جدیدی در می آید، را نشان می دهند. در مهندسی تغییر رفتار ماده از حالت کشسان به مومسانی را تسلیم می گویند.
نجارکوچک پیشنهاد می کند، جهت تکمیل شدن بحث آموزشی مقالات زیر را مطالعه بفرمایید
چگونه چوب را خم کنیم؟(بخش اول)اینجا کلیک کنید
آشنایی با معایب بعد از خشک کردن چوب اینجا کلیک کنید



{kind=link}
دستتون درد نكنه. مطالب كامل و جامع و كاربردي هستند.
از مطالب سایت ماهم دیدن کنید
www.ario.co
عالی
سلام اقای جمالی
واقعا منبع عالی برای کسانیکه عاشق کار با چوب هستند
تشکر واقعا عالی است
با عرض سلام مجدد
ممنون میشم در مورد استفاده آمونیوم جهت خم کاری چوب اگر ممکنه بیشتر توضیح بدید. وآسان آیا آمونیوم همان آمونیاک هستش یا فرق میکنه؟
سلام.در بخش سوم خم کردن چوب به طور کامل توضیح میدم
سلام
مهندس حداقل درجه حرارت مورد نیاز در محفظه بخار برای خم کردن چوب چقدر است؟
آیا با بالا بردن درجه حرارت محفظه یا باکس بخار (مثل دیگ زودپز) زمان لازم برای خم کاری کاهش پیدا میکند ؟ چه مزایا و معایبی دارد؟
دمای باکس موقعی میره بالا که درب کال بسته باشه و حدود 90 درچه سانتی گراد باشد.بله چیزی شبیه زود پز در کارخانه های کبریت سازی و تخته لایه و همچنین مبلمان خمیده استفاده می شود
دستتون درد نكنه. مطالب كامل و جامع و كاربردي هستند.
سلام همدان نجاری بوده که فوت شده ایشان چوب ۴در۴ را با موادی داخل بشکه خیس مکردنو بعداز۱۲ساعتبه صورت گرد به هم میبینم وچوب گرد میماندهوصندلی لهستانی درست میکردم اگر اطلاعی راجب این مواد دارید لطفاً راهنمای کنید متشکرم
سلام.قصد داشتم این مورد در قسمت سوم خم کردن چوب عرض کنم.اما خوب پاسخ شما دوست گلم خیلی مهمه. همان طور که فرمودید چوب را می توان توسط انواع مختلفی از مواد شیمیایی، خم کرد. از جمله متداول ترین مواد شیمیایی به کار رفته برای این امر می توان به آب، اوره، دی متیل اوره،رزین فنول فرم آلدهید با وزن ملکولی پایین، دی متیل سولفور و آمونیوم مایع اشاره کرد. در سطح تجاری از اوره و دی متیل اوره استفاده چندانی نمی شود، این در حالی است که روش هایی چند برای استفاده صنعتی از آمونیوم مایع به ثبت رسیده است؛ قطعات چوبی را می توان پس از غوطه وری در آمونیوم مایع یا پس از اشباع تحت فشار توسط گاز آمونیوم، به راحتی خم کرده و تحت فشار صفحات قالب قرار داد.
با تبخیر شدن آمونیوم، لیگنین موجود در دیواره شکل جدیدی پیدا کرده و چوب به تدریج سفت و محکم شده و شکل جدیدی را به خود می گیرد.
سوالی دارید باز در خدمتم
سلام من سوال دارم در مورد خم چوب، نزدیک به یکساله که درگیر اینکار هستم ولی هنوز نتیجه مطلوبی نگرفتم، شما کلاس آموزشیی ندارین برای این مورد؟
سلام بله برگزار میکنیم.با این شماره تماس بگیرید 09199866246